Tratamento de cimentación do sitio
1. Antes de colocar a xeomembrana de HDPE, a base de colocación debe ser inspeccionada exhaustivamente xunto cos departamentos pertinentes.A base de colocación será sólida e plana.Non haberá raíces de árbores, entullos, pedras, partículas de formigón, cabezas de reforzo, lascas de vidro e outros restos que poidan danar a xeomembrana dentro da profundidade vertical de 25 mm.Utilice un compactador de rodas para compactar para eliminar marcas de coches, pegadas e golpes no chan.Ademais, as protuberancias do chan superiores a 12 mm tamén se cortarán ou compactarán.
2. Cando se coloca xeomembrana de HDPE sobre o recheo, a compacidade do recheo non será inferior ao 95%.
3.A cimentación do lugar estará libre de filtracións de auga, lodos, estanques, residuos orgánicos e substancias nocivas que poidan causar contaminación ambiental.A esquina da base debe ser lisa.En xeral, o seu raio de arco non será inferior a 500 mm.

Requisitos técnicos para a instalación de xeomembranas HDPE.
1. A colocación e soldadura da xeomembrana de HDPE debe realizarse no tempo onde a temperatura sexa superior a 5 ℃ e a forza do vento sexa inferior ao grao 4 sen choiva nin neve.
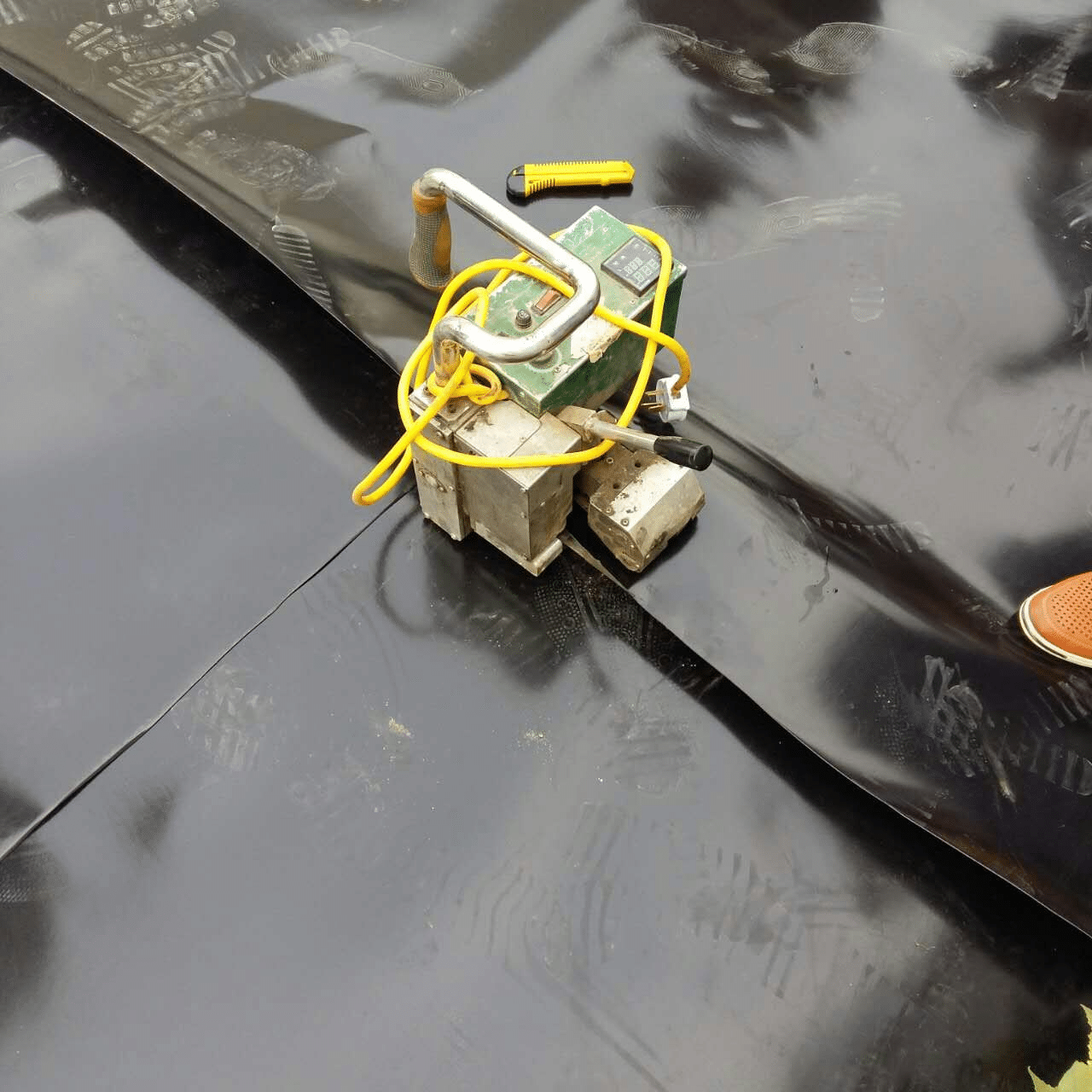
2. O proceso de construción da xeomembrana HDPE levarase a cabo na seguinte orde: colocación de xeomembranas → lapeado de xuntas de soldadura → soldadura → inspección in situ → reparación → reinspección → recheo.
3. O ancho de superposición das unións entre membranas non será inferior a 80 mm.Xeralmente, a dirección da disposición xunta será igual á liña de pendente máxima, é dicir, estará disposta ao longo da dirección da pendente.
4. Durante a colocación da xeomembrana HDPE, evitaranse na medida do posible as engurras artificiais.Ao colocar a xeomembrana de HDPE, a deformación por expansión causada polo cambio de temperatura deberá reservarse segundo o intervalo de cambio de temperatura local e os requisitos de rendemento da xeomembrana de HDPE.Ademais, reservarase a cantidade de expansión da xeomembrana segundo o terreo do lugar e a colocación da xeomembrana para adaptarse ao asentamento irregular da cimentación.
5. Despois de colocar a xeomembrana de HDPE, minimizarase camiñar sobre a superficie da membrana e manexar as ferramentas.Os obxectos que poidan causar danos á xeomembrana de HDPE non se colocarán sobre a xeomembrana nin se transportarán sobre a xeomembrana para evitar danos accidentais á membrana de HDPE.
6. Todo o persoal no lugar de construción da película HDPE non debe fumar, usar zapatos con cravos ou zapatos de sola dura de tacón alto para camiñar pola superficie da película nin realizar ningunha actividade que poida danar a película impermeable.
7. Despois de colocar a xeomembrana de HDPE e antes de cubrir a capa protectora, colocarase unha bolsa de area de 20-40 kg na esquina da membrana cada 2-5 m para evitar que a xeomembrana sexa soprada polo vento.
8. A xeomembrana de HDPE será natural e próxima á capa de soporte, e non deberá estar pregada nin suspendida no aire.
9. Cando a xeomembrana se constrúe en seccións, a capa superior cubrirase a tempo despois da colocación e o tempo de exposición ao aire non excederá de 30 días.
A ancoraxe da xeomembrana HDPE realizarase segundo o deseño.Nos lugares con terreo complexo no proxecto, a unidade construtora proporá outros métodos de ancoraxe, que se levarán a cabo logo de obter o consentimento da unidade de proxecto e da unidade de supervisión.

Requisitos de soldadura de xeomembranas de HDPE:
1. A superficie superposta da soldadura de xeomembranas de HDPE estará libre de sucidade, area, auga (incluído o orballo) e outras impurezas que afecten a calidade da soldadura, e deberase limpar durante a soldadura.
2. Ao comezo da soldadura todos os días (pola mañá e despois da pausa para o xantar), primeiro debe realizarse a soldadura de proba no lugar, e a soldadura formal só se pode realizar despois de cualificar.
3. A xeomembrana de HDPE debe soldarse mediante unha máquina de soldadura por fusión en quente de dobre vía, e a soldadura por extrusión ou a soldadura con pistola de aire quente só debe usarse nos lugares onde a máquina de reparación, cubrición ou soldadura por fusión en quente non poida chegar.
4. Durante a construción, a temperatura de traballo e a velocidade da máquina de soldar axustaranse e controlaranse en calquera momento segundo a temperatura e as propiedades do material.
5.A película de HDPE na soldadura debe soldarse no seu conxunto e non haberá soldadura falsa, soldadura faltante ou soldadura excesiva.As dúas capas conectadas de xeomembrana de HDPE deben ser lisas e suaves.
Control de calidade de soldadura
Co progreso da construción, é necesario comprobar a calidade da soldadura da película HDPE a tempo e reparar a soldadura con pistola de aire quente ou pistola de plástico en calquera momento por falta de soldadura e pezas de soldadura defectuosas.Os métodos específicos son os seguintes:
1.A inspección realízase en tres pasos, a saber, inspección visual, inspección de inflado e proba de danos.
2. Inspección visual: comprobe se as dúas soldaduras son planas, claras, sen engurras, transparentes, sen escorias, burbulla, punto de fuga, punto de fusión ou cordón de soldadura.
A inspección visual consiste principalmente en inspeccionar coidadosamente o aspecto da xeomembrana colocada, a calidade da soldadura, a soldadura en forma de T, os restos do substrato, etc. Todo o persoal de construción realizará este traballo en todos os procesos de construción.
3. Ademais da inspección visual, adoptarase a inspección ao baleiro para a estanquidade de todas as soldaduras e reforzarase a autoinspección para as pezas que non se poden inspeccionar ao baleiro.
4. A forza de inflado detectada pola presión de inflado é de 0,25Mpa e non hai fugas de aire durante 2 minutos.Tendo en conta que o material enrolado é suave e fácil de deformar, a caída de presión permitida é do 20%
5. Ao realizar un ensaio de tracción na mostra tomada da soldadura de dobre carril, o estándar é que a soldadura non estea rasgada pero a nai estea rasgada e danada durante as probas de pelado e cizallamento.Neste momento, a soldadura está cualificada.Se a mostra non está cualificada, tomarase unha segunda peza da soldadura orixinal.Se tres pezas non son cualificadas, toda a soldadura será reelaborada.
6. As mostras que superen a proba presentaranse ao propietario, ao contratista xeral e ás dependencias correspondentes para o seu arquivo.
7. Os defectos detectados na inspección visual, na detección de inflado e na proba de danos repararanse a tempo.Os que non se poidan reparar inmediatamente marcaranse para evitar a súa omisión durante a reparación.
8. Na inspección do aspecto, en caso de defectos como buratos na superficie da membrana e falta de soldadura, soldadura defectuosa e danos durante a soldadura, utilizarase metal base fresco para reparar a tempo, e cada lado da cicatriz reparada deberá superar o parte danada por 10-20 cm.Facer rexistros.
9. Para a soldadura reparada, realizarase en xeral unha inspección visual detallada e realizarase a liberación despois de que se confirme que a reparación é fiable.
Hora de publicación: 14-12-2022